Biofuel Technology
The Surrey Biofuel Facility uses the latest anaerobic digestion technology to convert organic waste into renewable natural gas (RNG) and a sophisticated enclosed process to produce high-quality compost material. What is the equipment and technology needed to produce closed loop RNG and compost?
Managing odours
Our world-class odour abatement system starts literally at the front door as a sophisticated negative air pressure system draws air into the facility when the loading doors open to admit the waste collection trucks. The system extends to the entire building and contains 100% of the composting odour.
Once unloaded, the organic material is deposited into specially designed anaerobic digestion or composting tunnels. Each tunnel is sealed with a gas tight door. Inside the tunnels, carefully controlled amounts of air and water support microorganism colonies in the process of transforming organics into compost and biofuel. Ammonia is released during the decomposition process and ammonia gas is the primary source of the bad smells associated with composting.
As the air is expelled from the tunnels, it is channelled first through an ammonia scrubber, where sulphuric acid reacts with ammonia to produce ammonia sulphate. The ammonia sulphate is recovered and used as fertilizer. Next, the air is cooled to less than 40° and humidified by a counter current water spray. Once cooled and suitably saturated, the air passes through a woody bio-filter where another group of microorganisms are used to absorb remaining odours. Finally, the air is sent up the vapour stack and is rapidly dispersed 70m (20 stories) above the ground. Odour control at the Surrey Biofuel Facility is monitored continuously using E-nose technology.
Anaerobic digester
The dry anaerobic digestion process uses anaerobic bacteria to produce biogas. The organic materials are sealed inside specially constructed anaerobic digestion tunnels fitted with airtight doors. Bacteria-rich percolate mixture that includes inoculants, liquids leached from organics during the anaerobic digestion process, and oils and fats recovered from commercial food operations, is sprayed onto the new material in the tunnels. This activates the biogas production process.
Humidity and pressure is continuously monitored. Once the process, which takes 21 – 28 days, is complete, the raw biogas is transported to the adjacent Gasholder.
Biogas upgrader
Biogas is produced by the breakdown of organic waste in an oxygen free environment. It is a mixture of approximately 60% methane (CH4), 39% carbon dioxide (CO2) and trace contaminants. Upgrading biogas produces biomethane, a renewable natural gas (RNG) that is interchangeable with natural gas and can be injected into natural gas distribution grids or used as vehicle fuel.
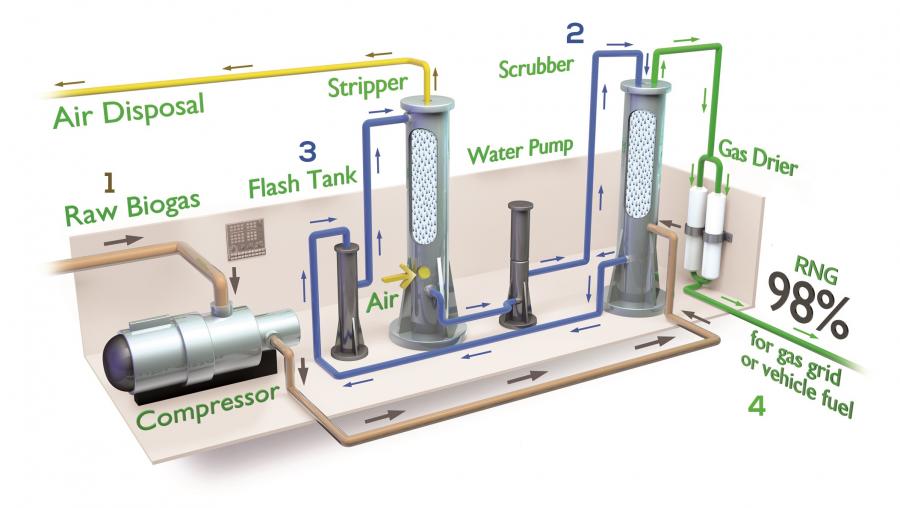
Water scrubbing is an energy efficient and environmentally friendly technology used to upgrade biogas. To begin, the raw biogas is compressed and fed into a scrubber. Inside the scrubber, the biogas is showered with water. This process captures the methane (CH4) and washes out the CO2 and other impurities.
Any methane not captured in the scrubber is “flashed off” in the flash tank and recovered. The “sparkling” water from the flash tank is pumped into a stripper where the CO2 is released from the H2O. The clean water circulates back into the scrubber and the CO2 is recovered for use elsewhere in the facility.
The clean gas is then dried and injected into the grid. Greenlane Biogas, a world leader in biogas upgrading solutions with offices in Burnaby, BC, supplied the biogas upgrading system for the City of Surrey’s Organic Biofuel Facility.
Composting tunnels
Fresh organic waste, combined with digestate and inoculants, is placed in enclosed composting tunnels fitted with specialized spigot aeration systems, and the tunnels are sealed with an airtight door. Digestate is the material remaining after the anaerobic digestion process used to create biogas. Inoculants are materials collected from previous composting cycles.
Temperature, humidity and pressure levels in the tunnels are continually monitored to create the ideal conditions for microorganisms to complete the composting process. If oxygen levels drop, the aeration system injects fresh air up through the material to increase the oxygen level. This ensures that no anaerobic spots develop.
At the same time, humidity levels are controlled by a leachate system that sprays water down onto the composting material. Under these optimized conditions microorganisms convert the organics into compost in a process that takes two to three weeks.
After the composting process in the tunnels is complete, it is moved from the tunnels to the refinement section, where the material is separated into compost, inoculant materials and oversized fractions. The oversized fractions mainly consist of plastics that can be converted into a solid recovered fuel (SRF).